| 2021/02/02 14:52 |
飞机装配车间的生产在线监控系统来源:
当前,新一轮科技革命和产业变革与我国加快转变经济发展方式形成历史性交汇,国际产业分工格局正在重塑。航空领域是中国发展智能制造的重要领域,为了紧紧抓住这一重大历史机遇,实现我国制造强国的梦想,大力发展和应用信息技术,走新型高技术的客机制造道路,加速推进C919部装车间的信息化水平是其中的重中之重。
位于上海浦东的C919高自动化部装车间(图1)中,全数字化的飞机制造生产线已经建成。在飞机制造过程中,海量的制造数据通过采集,再将这些数据进行传输、存储、分析和可视化(图2),将有助于飞机制造过程中的运行与优化,从而提升车间的智能化水平。

图1 高自动化的C919部装车间
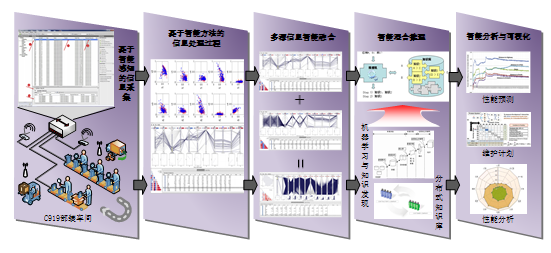
图2 智能车间运行优化路线图
在整个智能车间运行优化中,数据的采集、处理和可视化是其中的基石,本项目紧密围绕C919部装车间的智能设备、智能工位与智能产线,重点研究多种类设备、多数据来源、多数据结构耦合情况下的数据采集、存储和可视化技术,为C919部装车间的智能化打好坚实的数据基础。本项目研究的数据包括:生产进程AO数据、设备实时状态数据、设备报警历史数据、产品质量数据、生产基础数据。围绕着C919部装车间,项目细分为自动化生产线数据采集及管理、机翼位姿监控、生产进程可视化监控三部分展开。
「 1. 数据采集及管理模块 」
该模块的核心子模块为OPC数据采集,下面以创建数据标签和读取数据标签为例介绍OPC数据采集子模块。
(1)数据源测试及基本参数设置,如图3所示。点击客户端选项卡中的“各数据源连接状态”,通过输入数据源服务器IP以及试读数据标签地址,点击“试读”,客户端的表中可以看到数据源的连接状态。
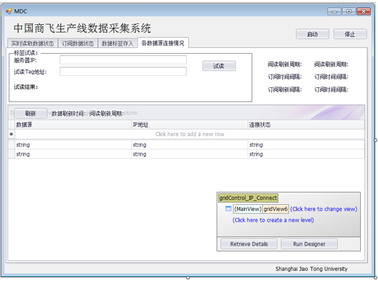
图3 OPC-XML-DA数据采集客户端主页
(2)数据标签存入,如图4所示。存取数据标签实际上是实现对于OPC数据访问模型的映射。首先点击子选项卡中的“数据标签存入”,点击“Machine”,输入“Machine Name”内容,这一层实际是创建一个Server对象节点;然后点击子选项卡中的“Data Group”,选择已经加入的Server对象节点,通过输入“Data Group Name”内容,这一层是创建了Server对象节点下的Group对象节点;最后点击子选项卡中的“Tag”,选择已经加入的Group对象节点,通过输入“Tag Name”内容,这一层是创建Group对象下的Item对象。通过这3层输入,可以将每一个底层系统变量转化为OPC数据访问模型对象。
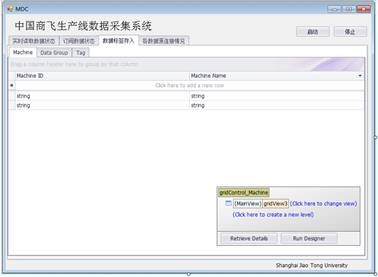
图4 OPC-XML-DA数据标签管理页面
(3)订阅数据标签状态,如图5所示。点击选项卡“订阅数据状态”,可以查看当前采集的数据标签中订阅读取的标签的数据状态。
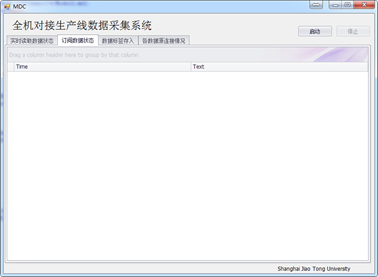
图5 OPC-XML-DA订阅状态显示页面
(4)实时读取标签状态,如图6所示。点击选项卡“实时读取数据状态”,可以查看当前采集的数据标签中实时读取的标签的数据状态。
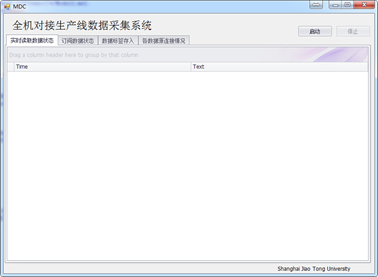
图6 OPC-XML-DA读取状态显示页面
「 2. 机翼位姿监控模块 」
该模块包括翼身对接工位的生产状态可视化和机翼位姿数据预处理和机翼位姿分析等内容。
(1)翼身对接工位的生产状态可视化,如图7所示。通过将采集到的数据通过网页展示工位当前状态。其中第一部分左上角显示了定位器组实时状态,通过点击,可以查看急停状态和伺服报警状态等,第一部分左下角显示工位实时信息,右下角显示当前工位正在完成的AO。第二部分显示了当前装配AO的执行情况。第三部分提供对于AO历史信息的查询。

图7 翼身对接工位页面
(2)定位器数据预处理,如图8所示。第一部分,可以设置进行时序数据分解时,采用的算法的参数值。第二部分首先选择“起始时间”、“结束时间”和“定位器”,点击“计算”即可计算出当前时间段内,定位器时序数据分解后的数据会自动存入数据库中。
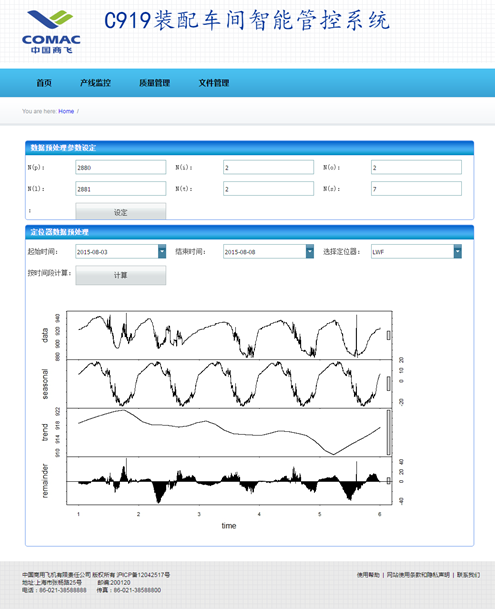
图8 定位器数据预处理
(3)机翼位姿分析,如图9所示。首先选择“起始时间”、“结束时间”和“定位器”,点击计算即可计算出当前时间段内机翼位姿状态。同时可以查询某些时间段内AO历史信息,与机翼位姿进行联系,反馈装配子过程中的质量。
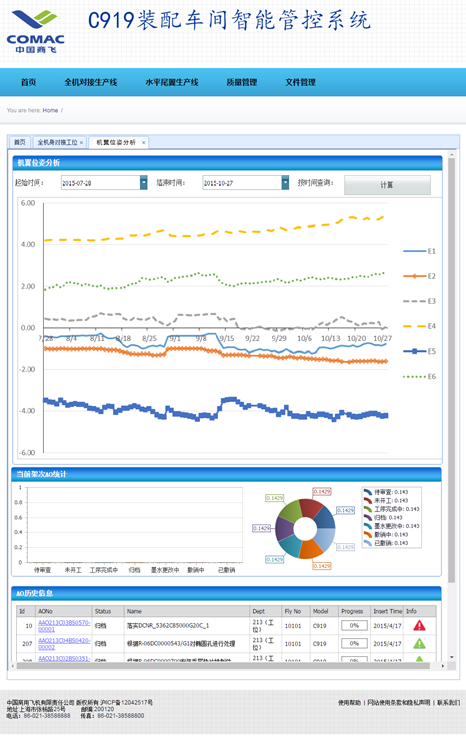
图9 机翼位姿分析及可视化
「 3. 生产进程可视化监控 」
生产线监控主要是在信息采集的基础上实现数据的集成和重构,并实现有效的管理,为生产现场可视化监控和设备管理提供实时的、可靠的数据基础。公司共建设了平尾生产线、中央翼生产线、中机身生产线、机身对接及全机对接生产线四条生产线,围绕四条生产线的数据采集要求,针对不同的设备采用不同的数据采集方法。针对全机对接生产线的Simotion和其他生产线的PLC的特性,采用不同的OPC数据采集方式对PLC和Simotion分别进行数据采集。并在此基础上对工位生产进程设计可视化页面,全方位动态显示实时生产状态及进程,如图10所示。
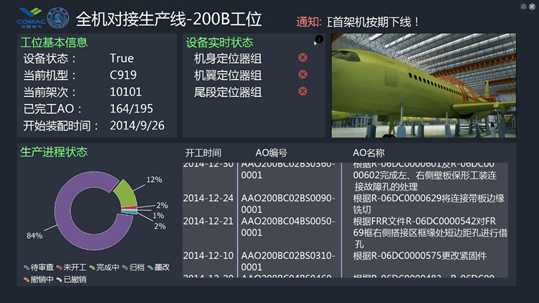
图10 200B工位生产进程可视化页面
版权 | 苏ICP备2020058720号-1